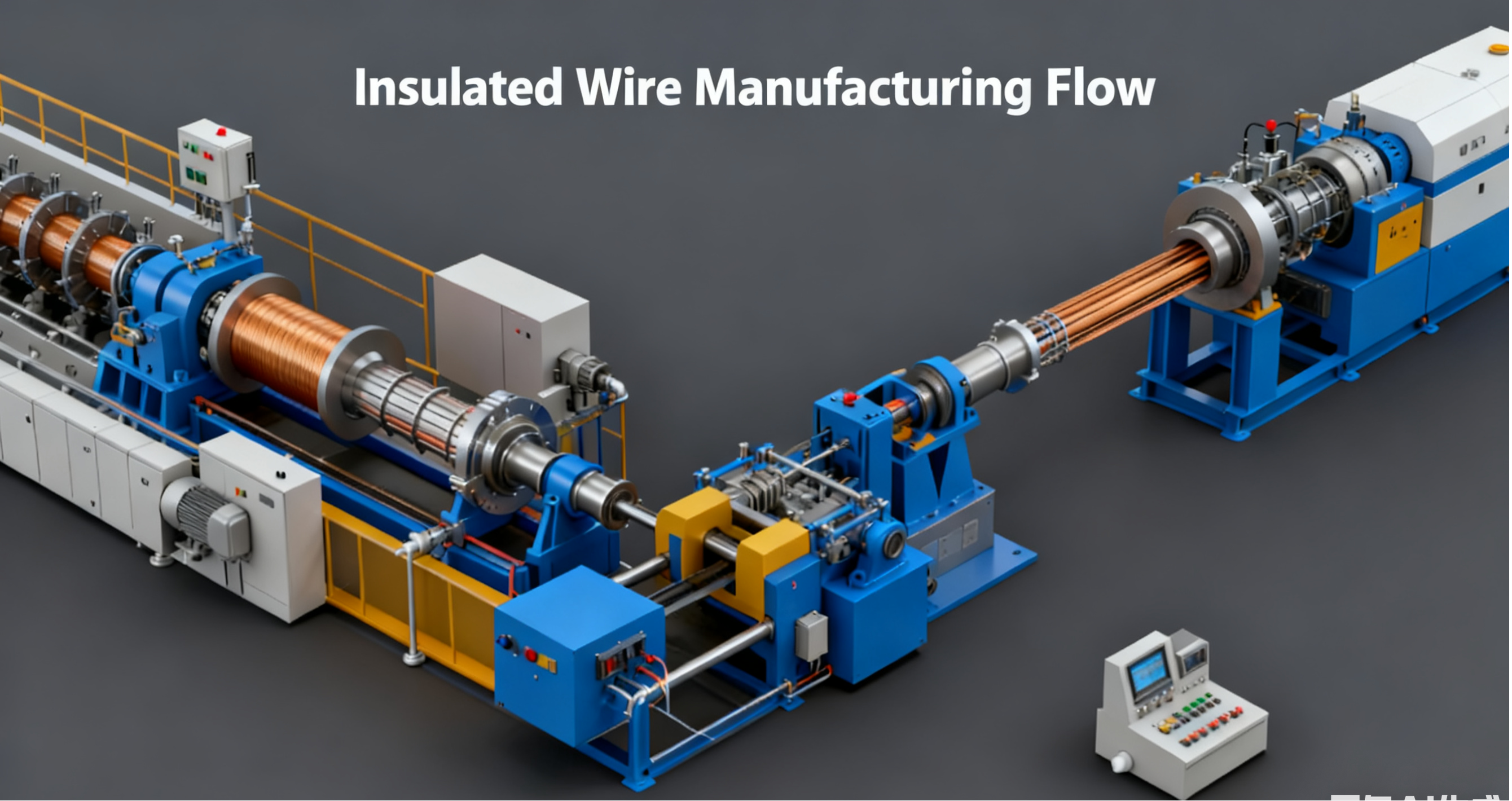


















GT-65MM+35MM HIGH SPEED TANDEM LINE
TECHNICAL PARAMETER
Technical Parameter
Items |
Details |
Wire Inlet Diameter |
1.8MM Hard(Soft)copper wire (According to Finished wire dia) |
Finished Wire Flange |
0.40-0.90MM |
Wire Diameter after Insulation |
0.40 - 0.90MM |
Copper Wire Outside Diameter Deviation (As per online laser measurement value) |
±0.001mm |
Copper Wire Ovality (As per online laser measurement value) |
±0.001mm |
Copper Wire Ductility |
15 - 30% |
Outer Diameter Deviation for LAN Cable (As per online laser measurement value) |
±0.006 within AVG |
Outer Diameter Deviation for Insulated Communication Cable (As per online laser measurement value) |
±0.015 within AVG |
LAN Cable Concentricity |
>96% |
Concentricity Calculation Formula |
f = 1 - (e1 - e2)/(e1 + e2), e1 = Max.Thickness, e2 = Min.thickness |
Average control value for Single wire capacitance (As per online measurement value) |
±1.0 - 1.5pf/m within AVG |
Linear Speed |
Max 2000m/min, 33.3 m/Sec, stable at 1500M/Min (In condition continuous production per month, 24hrs per day), 1350 - 1450M/min is the best |
Applicable Insulation Material |
PE, PP, PVC (Add extrusion material) |
Copper Wire |
1.8MM Hard(Soft)copper wire (According to Finished wire dia) |
Insulation Outside Diameter |
0.5 ~ 2.5 mm |
Copper Wire Extension Rate |
Can be adjusted to 22 ± 2% during production |




MECHANICAL SPECIFICATION
Screw Rotation Speed
description2
Main Extruder: |
20-110RPM |
Sub Extruder: |
20-80RPM |
Screw Extruding Capacity |
|
Main Extruder |
HDPE 120KG/Hr |
Co-extruder |
HDPE 40KG/Hr |
Production Line Speed |
Max.1500M/min |
Equipment Surface Coating |
|
Mechanical Parts |
As per customer’s request |
Rotation Parts |
As per customer’s request |
Safety Door |
As per customer’s request |
Electric Control Box |
As per customer’s request |
Control Box Base |
As per customer’s request |
Production Line Center Height |
1000MM |
Max.Temp for Cooling Water |
≤25℃ |
Lubricant |
HD-220# (The gear box is filled with lubricant before production) |
Min.Air Supply Pressure |
6bar |
Temperature during running |
|
Electric Control Box |
+10 bis +40℃ |
Motor |
+10 bis +40℃ |
Relative Air humidity: |
As per DIN 40040 F Level |
Noise Level |
65dB(A)+/-2Dba |
Production Line Direction |
from left to right |

Pay Off and Take Up Bobbin Size
Pay Off Bobbin (Unit:MM)
Basket Take Up Bobbin(Unit:MM) |
|
|
|
Diameter Overall Width |
Inside Width |
Barrel |
Bore |
500 370 |
315 |
250 |
55 |
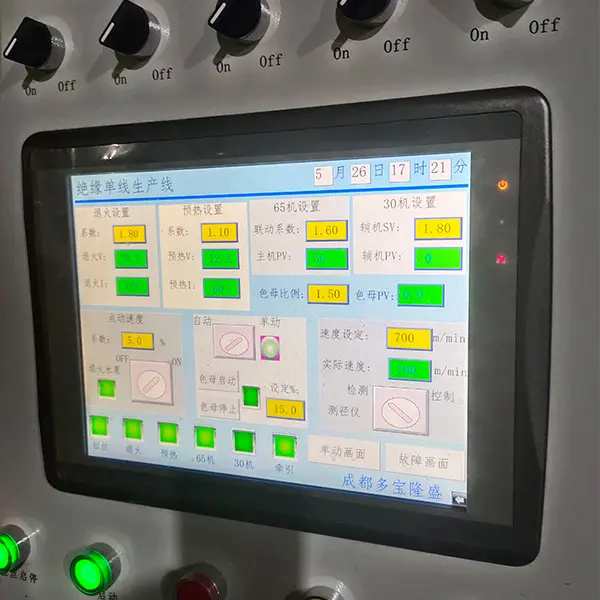
Electric Components
Items |
Details |
Production Norm Safety Level |
Refer to EN60204, EN954-1 |
Working Voltage Frequency |
3*400V, 50HZ |
Voltage Fluctuation |
±5% |
Zero Line |
Use zero line that can bear full load and have base 24V GS |
Control Voltage |
24V |
Magnetic Valve Voltage |
24 |
Light Voltage |
230V, 50HZ |
Electric Control Box Basement |
150MM |
Main Power Cable Inlet, |
TOP |
Control Cable Inlet |
Bottom
|
Motor |
Major is SIEMENS system, about 180KW total power for installation |


Equipment List
Configuration
No. |
QTY. |
Unit |
Name of product |
Type/Note |
Manufacturer |
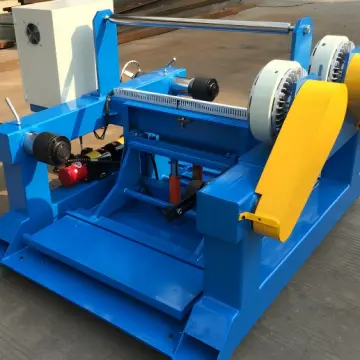
1 |
1 |
Set |
Coil- Type Vertical Pay Off |
630/800 |
GOLDEN |
2 |
1 |
Set |
Drawing Machine |
ZL250-17D |
GOLDEN |
3 |
1 |
Set |
TH600SAnnealer |
TH600S |
GOLDEN |
4 |
1 |
Set |
Drawing Lubricant Circulation, Cooling and Copper Powder Filtration Device |
|
GOLDEN |
5 |
1 |
Set |
Steam Generator |
|
GOLDEN |
6 |
1 |
Set |
Annealing Cooling Fluid Circulation Cooling System |
|
GOLDEN |
7 |
1 |
Set |
Copper Wire Head Rolling and passing Machine (Equipped on the drawing machine) |
|
GOLDEN |
8 |
1 |
Set |
Pneumatic Tension Connecting Lever |
Pneumatic Type |
GOLDEN |
9 |
1 |
Set |
¢65Main Extruder |
|
GOLDEN |
9.1 |
1 |
Set |
Dosing Station for 65MM Extruder |
|
WOYWOD |